You design the future. We help you make it happen.
Advanced Illumination - Extension Cables
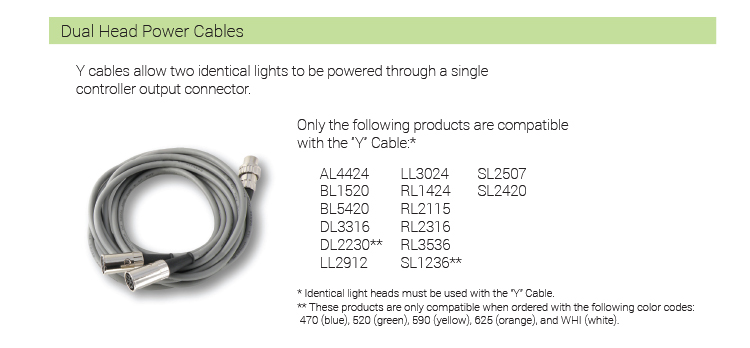
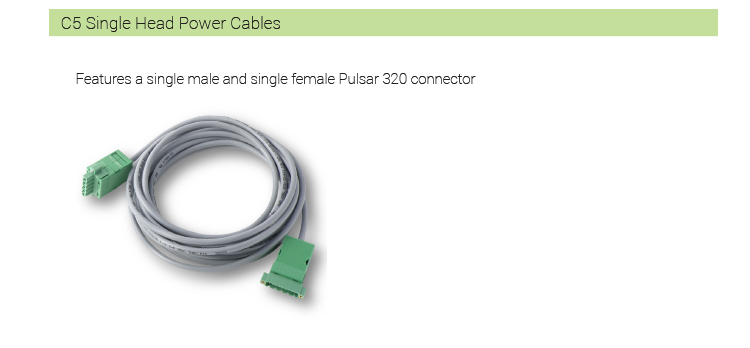
- For applications requiring power cables longer than the standard 2 meters provided with Ai lights.
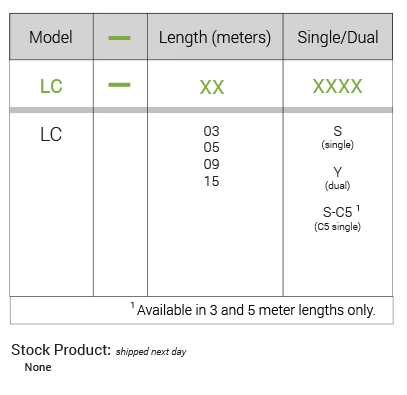
- Standard cable lengths are 3, 5, 9 and 15 meters.
General Specs
|
Electrical Specifications |
Color |
24V Current |
All Other Controls |
|
N/A |
N/A |
N/A |
Control Specs

Part Number Key
More Product Information

- The LL137 Series provides a focused line of illumination in a passively cooled design.
- Provides a medium intensity level of 280kLux (working distance of 75mm)
- Pre-engineered for expandability in 6” (152mm) increments up to 96” (2.44m).
- Available intensity control provides illuminance adjustability for every 6″ increment via a 0 – 10v input
Note: If only looking for white illumination, our LL167 Series provides a 74% brighter beam in a similar package.

- S-parameters DC to 40 GHz, single-ended and mixed-mode
- Impedance Profile with <1 mm resolution, differential and common mode
- Built-in automatic calibration, no manual setup required
- TDR-powered impedance profiling enables precise de-embedding
- Advanced de-embedding including Time Gating and 2Xthru
- Emulate eye diagrams with equalization and advanced jitter analysis
- Complete NRZ and PAM analysis suite for high-speed serial data
- All-in-one solution for testing, compliance, and diagnostics.

The LN112-30 Lens Adaptor is used for creating a 30° focused beam spread when attached to a SL112 or SL162.
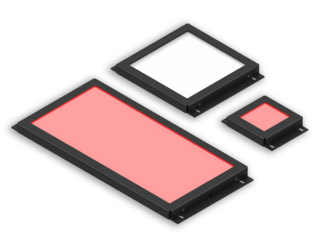
- Part of the MicroBrite™ family of high performance, compact machine vision lights.
- The edge-lit design provides the highest flux density of any backlight in our portfolio.
- Ultra-thin profile for installations with demanding space limitations.
- Available in 3 sizes with a multitude of available wavelengths.
- Base Model numbers include BT050050, BT200100, BT100100

All tools in one belt
- Calibration
- Validation
- Measurement
- Analysis
Advanced functionality
- Multi-Port Hybrid Cals
- Enhanced Verification and Reports
- Post Processing and Sequencing
Get started
- Guided wizards and multimedia tutorials integrated
- Intelligence in setups
Flexible setups
- Standalone for manual probe stations
- Fully integrated in Velox Probe station control software
- Workspaces to build custom configurations that include selected combinations of system setup files, calibration setup files, and reports
- Support of more than 24 of the most common VNA’s

- Supports all cellular technologies compliant with 3GPP/3GPP2 UE RF TRX tests including LTE/LTE-Advanced, Cat-M1/NB-IoT, NTN NB-IoT, W-CDMA/HSPA, GSM/EGPRS, TD-SCDMA/HSPA
- Support LTE-Advanced Downlink Carrier Aggregation 5CCs SISO tests in one unit
- Supports LTE-Advanced Downlink Carrier Aggregation 2CCs 4x4 MIMO and 4CCs 2x2 MIMO tests in one unit
- Supports LTE-Advanced Downlink Carrier Aggregation 4CCs 4x4 MIMO and 6CCs 2x2 MIMO tests in two units
- Supports LTE-Advanced Downlink Carrier Aggregation 5CCs 4x4 MIMO tests in three units
- Supports VoLTE voice/video echoback tests
- Supports up to 6 GHz
- 160 MHz wide frequency bandwidth (Generator/Analyzer)
- Next generation GUI with large touch panel
- Backwards compatibility with the MT8820 series

- This DCS Series Controller provides Lighting Control Flexibility in a slim 112 mm x 124 mm x 23 mm package.
- Plug-n-Play compatibility with Ai lighting Products, featuring SignaTech™ technology.
- Seamless switching from continuous-on to gated on/off and strobe overdrive; 3 independently configurable trigger inputs.
- Din-rail mount, UL 508a Panel listed and GUI, Web Browser or command line setup and control tools, SDK.
- 1 output, 3 channels – designed to drive multi-channel RGB / segment lights, as well as single higher current draw lights.
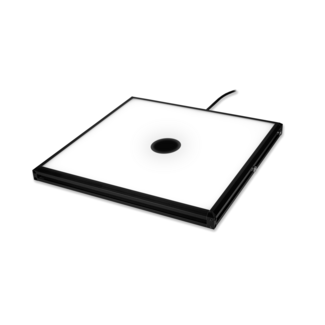
Built on the same architecture as the popular BL2 backlight, the FD2 planar diffuse light offers the same high-performance and flexible build options, but in a front lighting geometry.
The FD2 light differs from the FX and FX2 planar diffuse lights in that the LEDs are located under the diffuser, rather than positioned in the frame (side-illumination).
The FD2 planar diffuse light can be a substituted for a dome light on flat, and/or topographic surfaces, such as a PCB, depending on the exact features of interest. It has the distinct advantage over a diffuse dome light in that it can be positioned at much longer light working distances.

- Securely connects the SL112 or SL162 to Moritex, Dolan-Jenner, and Fostec fiber optic light guides
- Set screws are included
Advanced Illumination
Machine Vision Lighting Solutions


